技術資料
突合せ抵抗溶接の電極寿命改善
製造統括本部 生産技術部 生産技術課
製造統括本部 光源部 発光管製造課 第二製造係
キーワード
突合せ抵抗溶接,電極,摩耗,寿命改善
1.はじめに
突合せ抵抗溶接の工程では,母材を電極で挟み,母材の端部同士を突き合わせて溶接を行っている。溶接を繰り返す中で電極の摩耗が進行し,電極を交換または位置調整する作業が必要となる。この作業は装置を止めて行う必要があり,稼動率を落とす原因となっている。
本稿では,著者が考案した突合せ抵抗溶接における電極摩耗を低減し,電極寿命を延ばす方法について説明する。
2.抵抗溶接
2.1 抵抗溶接の種類
抵抗溶接には,表1に示す重ね抵抗溶接と突合せ抵抗溶接がある。この抵抗溶接は,溶接速度が速い,自動化に適している,品質が安定する,生産性が良い等の優れた特徴があり,多くの産業で使用されている。
抵抗溶接とは,溶接する母材をジュール熱による溶解と加圧によって接続する溶接方法である。ジュール熱により電極が高温になるため,徐々に消耗していく電極の管理の仕方が課題となる。
突合せ抵抗溶接のうち,本稿で触れるアプセット溶接とは,溶接継手の突き合わせた端面にあらかじめ圧力を加えておき,加圧・通電しながら抵抗発熱で行う溶接である。その抵抗熱により溶融した断面に圧力が加わり接合されるが,溶接部には据込み(アプセット)が発生する。用途としては,小断面の線材の溶接に利用されている。
| 重ね抵抗溶接 | スポット溶接 | 重ねた母材を電極棒で加圧し,電流を流して溶接する。 |
|---|---|---|
| プロジェクション溶接 | 母材に突起部を設け,突起部に電流を集中させて溶接する。 | |
| シーム溶接 | 円盤状電極を回転させ,母材を連続的に溶接する。 | |
| 突合せ抵抗溶接 | アプセット溶接 | 母材に圧力を加えてから通電して接合する。 |
| フラッシュ溶接 | 接触させた母材を通電して溶解させた後,強い加圧力で接合する。 | |
| バットシーム溶接 | 突合せ面の一部を加圧しながら通電し,連続的に接合する。 |
2.2 突合せ抵抗溶接
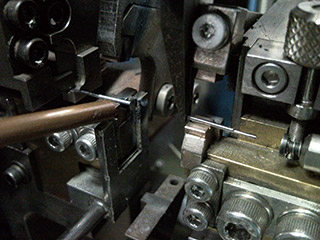
図1 突合せ抵抗溶接の様子
図1に突合せ抵抗溶接(アプセット溶接)を行っている様子を示す。この突合せ抵抗溶接は,表2に示す工程で行われる。表2の各工程では,左側に側面から見た図を,右側に正面から見た図を並行して表記している。通常,上下の溶接ブロックは金属製で,上下どちらか一方の溶接ブロックに電源を接続することで,母材の把持と電極を兼用するようになっている。
(1)母材を左右の下溶接ブロックに載せる。
|
(5)左右の溶接ブロックに通電し,溶接する。
|
(2)母材を定位置にセットする。
|
(6)左右の上溶接ブロックを上昇させる。
|
(3)左右の上溶接ブロックを降下させ,母材を把持する。
|
(7)溶接された母材を取り出す。
|
(4)右側の上下溶接ブロックが左に移動し,母材同士を押し付ける。
|
(8)右側の溶接ブロックがセットポジションに戻る。
|
3.背景
3.1 材料の削減
抵抗溶接の電極の材料は,主として銅が用いられているが,電極の耐久性を向上させるため,タングステンやモリブデンとの合金となっている場合が多い。
タングステンやモリブデンは,金属の中でも融点が高く,比較的大きな電気抵抗を持ち,高温強度に優れているため,電極の材料として最適である。
しかし,これらの金属は希少金属であり,将来価格が高騰してくることが予想されるため,材料の代替や消費量の削減が求められている。高温強度に優れている代替の材料はなく,消費量の削減を図るしかない。
3.2 HID市場の縮小
突合せ抵抗溶接で製造する部品は,HIDランプの部品として使用されている。昨今LEDが台頭してきている中,HIDランプの需要が年々減少してきており,その生産量も減少している。そのため,少ない生産量でも利益が確保できるよう,製造コストの削減が求められている。
4.改善
前述の背景を踏まえて,まずは現状の電極の摩耗状態を詳細に調査するところから始め,電極の寿命を改善する検討を行った。
4.1 電極の摩耗
表3に上下の電極の使用前である初期状態の写真と,下電極が摩耗した状態の写真を示す。摩耗した下電極は,初期状態と比べてV字溝が削れていることが分かる。
溶接電流は100A程度の大電流を流すため,電極は常に高温となっており,溶接を繰り返すと電極の変形や摩耗が徐々に進行していく。電極の摩耗は,溶接を数千回繰り返すと顕著に現れてくる。
なお,電極の材料には銅とタングステンの混合物を使用しており,銅の優れた通電性と,タングステンの高い高温強度をバランスよく備えた電極となっている。
| 形状 | 初期状態 | 摩耗状態 |
|---|---|---|
上電極 |
 |
- |
下電極 |
 |
 |
4.2 電極の位置調整
同じ太さの母材を溶接する場合でも,左右の電極が消耗する割合は異なるため,次第に溶接位置がずれて溶接不良を起こすようになる。そのため,1,000ショット単位で自動溶接装置を停止させ,電極で把持した際の母材同士の中心が一致するよう左右の電極の位置を調整する必要がある。
電極の位置調整はマイクロメートルオーダーで行う必要があり,作業者の熟練と集中力を要する。さらに,一日の調整回数も多く,一回の調整にも時間がかかることから,作業者に大きな負担がかかっている。この調整作業中は自動溶接装置を停止させているため,装置の停止時間が長くなると生産効率も悪くなる。
4.3 電極の研磨
電極は,摩耗した表面を研磨することで再利用が可能である。上電極は平らであるため,研磨を行って再生しているが,下電極のV字溝は研磨が困難であるために再生ができず,下電極は上電極と比べて電極部材のコストが多くかかっている。
4.4 電源の接続
当初より電源は下電極に接続していた。それは,下電極のV字溝は円(母材の断面)と2点で接するため,円と1点で接する平らな上電極よりも安定的に通電できると考えていたからである。
これに対して,下電極は母材に電流が流れる通り道であるため,電極の摩耗が大きいのではないかと考え,電源の接続を上電極に変更したところ,下電極の摩耗進行度が遅くなることが分かった(図2)。ただし,安定した溶接ができているか確認する必要があるため,2ヶ月間の検証を行った。その結果,平らな上電極でも安定した溶接ができていることを確認した。
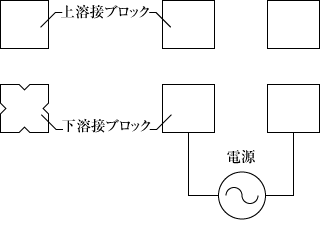
(a)変更前
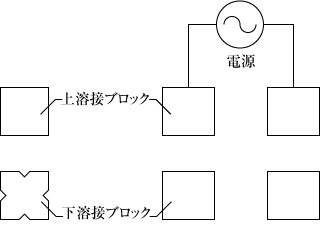
(b)変更後
図2 電源の接続
4.5 溶接した部品の様子
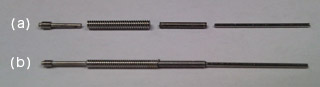
図3 溶接状態
図3に母材の溶接前後の写真を示す。図3において,(a)は溶接前の母材を一直線に並べており,母材間の3ヶ所を溶接する。(b)は溶接後の部品である。なお,母材の線径は 1mm程度である。
5.結果
今回,電源の接続を下電極から上電極へ変更したことで,下電極の摩耗が減少したため,下電極の部材コストを約20%低減させることができた。
この改善により,電極部材のコストが削減できただけでなく,電極位置調整の作業回数や作業時間も約20%減少しており,作業者の負担も低減している。そのため,電源に接続する電極を変更したことは大きな改善であったと考えている。
6.おわりに
今回,電源の電極への接続位置を変更して生産効率を向上させることができた。更なるコスト削減と生産効率の向上を実現するために,今後は電極の冷却も検討している。
ただし,溶接装置のスケールから,冷却構造を非常に小さくしなければならない。また,突合せ抵抗溶接は金属の電気抵抗を利用しているため,電極を冷却したことにより電極や母材の電気抵抗が小さくなり,溶接に影響が出る可能性があることも考慮し検討していきたい。
この記事は弊社発行「IWASAKI技報」第35号掲載記事に基づいて作成しました。
(2016年12月7日入稿)
テクニカルレポートに掲載されている内容は、原稿執筆時点の情報です。ご覧の時点では内容変更や取扱い中止などが行われている可能性があるため、あらかじめご了承ください。